


Energia- és egyéb műszaki eredetű veszteségek csökkentése a hűtés és klimatizálás terén
Az iparág üzemeltető és karbantartó mérnökei a profitért folyó állandó és fokozódó harcban kulcsszereplővé lépnek elő. Kezükben tarják a termelést sújtó veszteségek zömét, megfelelő szemlélettel jelentős lépéseket tehetnek visszaszorításukért.
Az összeállítás bemutatja a veszteségek közül a hűtés- és klímatechnika számára a legfontosabbakat, és gyakorlati példákkal szemlélteti a lehetséges megtakarítási pontokat.
A nyereségesség és a veszteségek. A tét
Jóllehet az ipar már a tömeges termelés megjelenése óta tudatosan foglalkozik a veszteségek csökkentésével, de komplex, rendszerszemléletű és tudatos kezelésük csak az utóbbi évtizedekben jelent meg.
Évtizedeken keresztül egy-egy önálló veszteségforrás „szigetszerű” kezelésére fordítottuk a hangsúlyt, de az esetek egy részében nem fordítottunk kellő figyelmet a veszteségek szerkezetére és a kapcsolódási pontokra.
A mindenki által ismert, de legalábbis érzett összefüggések a következőkben foglalhatók össze leegyszerűsítve:
|
Nyereségesség |
= f (termelékenység, árkondíciók)
|
|
Termelékenység |
= f (elméleti kihozatal, veszteségek) =
|
|
|
= (elméleti kihozatal – veszteségek) / elméleti kihozatal
|
|
mivel azonban |
(árkondíciók, elméleti kihozatal) » konstans
|
|
így belátható, hogy |
|
|
|
Nyereségesség » f(veszteségek) |
E megközelítés különösen az után került előtérbe az ipari termelés és a piacfejlődés történetében, hogy miután „marketingezni mindenki már megtanult”, már elmúltak azok az idők, amikor egy – egy „csodálatos marketingtrükkel” egy vállalatot a porból az egekig lehetett emelni.
Ha a leírtakhoz hozzátesszük azt a kellemetlen tényt, hogy a hazai ipar termelékenysége jelentősen elmarad a fejlettebb ipari államokétól*, akkor könnyen belátható, hogy rövidebb távon a „pénztárcánk vastagsága”, hosszabb távon pedig a hazai ipar jövője a tét.
A veszteségek szerkezete
Az 1970-es évek közepén Japánból indult el az a megközelítés, amit TPM-nek neveznek, és fő célja a veszteségforrások tudatos eliminálása (folyamatos visszaszorítása). A TPM elnevezés az angol Total Productive Maintenance kifejezés rövidítése (magyarul Teljeskörű Hatékony Karbantartás – szabadabb fordításban Termelékenység Központú Karbantartás). A kezdeti évek viszonylag erős karbantartás-orientált megközelítéséből a TPM az idők során átalakult, és ma már TP Management vagy Manufacturing (vezetés vagy gyártás) megnevezéssel illetik a leggyakrabban.
Az 1. ábra a vállalati termelést érő veszteségek szerkezetét mutatja be, amelyek közül a TPM az eszköz-, illetve a forrásoldaliakra koncentrál.
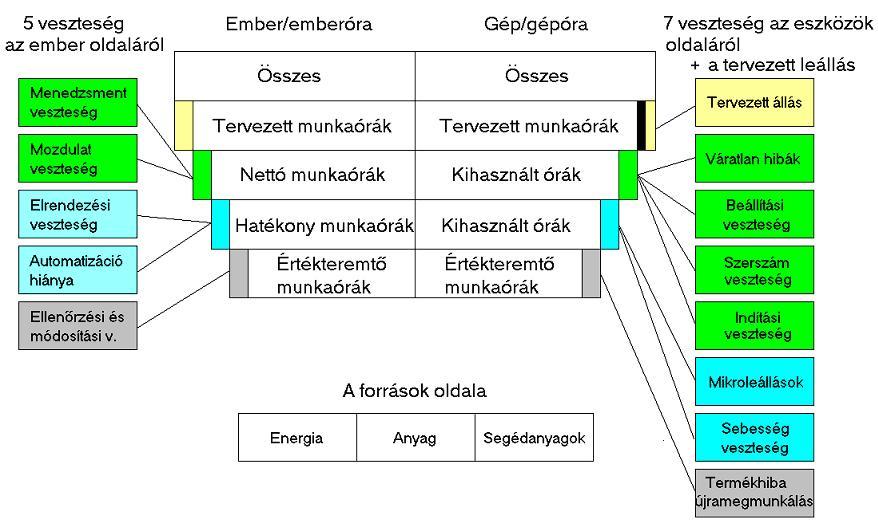
1. ábra A termelést érő veszteségek szerkezete
A 16 veszteségforrás és a hűtés - klimatizálás
Ha az Olvasó végigtekint a 16 veszteségforráson, majd végiggondolja, hogy vállalatánál ezek közül melyik milyen mértékben található meg, akkor bizonyára jelentős különbségeket „érez”. „Érez”, írhatjuk, hiszen e veszteségek mérése a legtöbb cégnél nem megoldott, és kezelésük következésképpen nem is lehet megfelelő. Hiszen „Amit nem mérsz, azt irányítani sem tudod” (hatékonyan) – szól a vezetés egyik alaptörvénye. Összegezve tehát:
…a profitot és a vállalat létét leginkább befolyásoló – tőlünk függő – tényezőt, a veszteségeket nem megfelelően kezeljük. A mind erőteljesebb piaci versenyben a veszteségek visszaszorítása nem lehetséges opció, hanem a vállalati túlélés fontos eleme. Függetlenül attól, hogy ezt belátjuk vagy sem.
Anélkül, hogy részletesen elemeznénk valamennyi veszteségforrást, az alábbiakban felsorolunk néhány olyan elemet, amelyekre hűtés-klimatizálás terén szerzett tapasztalatunk alapján nagyobb figyelmet kellene fordítani. Az esetek többségében ez a „nagyobb figyelem” nem többletpénzt, hanem nagyobb hatékonyságot és a meglevő források ésszerűbb felhasználását jelenti!
Tervezett leállás („nagyjavítás”)
A tipikus „nagyjavítási időszak” jellemzői a következők:
- még sohasem ért úgy véget nagyjavítás, hogy minden szükséges munkát sikerült volna elvégezni,
- számtalan jó állapotú (elegendő maradék élettartammal rendelkező) gépelemet cserélünk ki,
- ráadásul a termelés újraindítását követő időszakban kisebb-nagyobb váratlan hibák, kellemetlenségek sokasága vár ránk.
Egymástól független, tudományos értékű kutatások mutatták azt ki, hogy a hagyományos nagyjavításkor, (amikor minden fontos berendezést megbontanak), az esetek kettőharmad részében felesleges, sőt gyakran káros beavatkozás történik.
Különösen nagy a kísértés az olyan iparágakban a nagyjavítások elvégzésére, mint a hűtőipar, ahol igen jelentős az idényjelleg.
A hagyományos nagyjavítás során a gépek 2/3-át feleslegesen bontják meg, a csapágyak 80 %-át indokolatlanul cserélik, ráadásul az üzem visszaindulásakor napokig káosz uralkodik.
Hogyan tehető hatékonyabbá a nagyjavítás? Mit tehetünk azért, hogy jelentősen csökkenjen a feleslegesen (károsan) elvégzett tevékenységek aránya? Mit tehetünk azért, hogy a nagyjavítások időtartama, sőt akár gyakorisága is lecsökkenjen?
A választ a fejlett vegy- és olajipari cégek évtizedekkel ezelőtt megadták. A műszaki diagnosztikák alkalmazása az az eszköz, amelyekkel e célok elérhetőek. A műszaki diagnosztikák alapja az, hogy a működő rendszerek bizonyos jellemző paraméterei (pl. rezgés, zaj, hőmérséklet) szoros összefüggésben állnak azok műszaki állapotával. A paraméter megváltozásából viszonylag nagy biztonsággal – 80…98 %-os diagnosztikai találataránnyal – következtetni lehet a berendezés állapotára.
1. példa: Egy élelmiszer-ipari cég évente egyszer leállította a termelését, átlagosan tíz napra. A nagyjavítás során valamennyi kulcsberendezés csapágycseréjét elvégezték, szám szerint 314 ilyen gépelemet cseréltek esetenként. A rezgésdiagnosztikán alapuló nagyleállás előtti vizsgálatok eredményeként a cserélendő csapágyak mennyisége 74 %-kal, a nagyjavítási időtartam 30 %-kal, az üzemelési időszakban a váratlan gépészeti eredetű hibák miatti állásidő 81 %-kal csökkent.
Váratlan hibák
A rendszeres diagnosztikai vizsgálatok eredménye a váratlan hibák számának és a termeléskiesés időtartamának jelentős visszaesése. Az elsődleges haszon nem a karbantartási költségek (nem csekély) csökkenése, hanem a meghibásodás miatti termeléskiesés drasztikus visszaszorítása. Ez utóbbi általában nagyságrendnyivel több.
2. példa: Egy gyógyszeripari nagyvállalatunk 340…360 ventilátorán folytatunk 1993 óta rendszeres, negyedéves időközökben rezgésvizsgálatot. A változó gépszámot a technológia módosulásai indokolják. Egy „tisztateres” gyártási folyamatot biztosító gép kiesése több(tíz) millió Ft technológiai kárt eredményezhet. A vizsgálatok megkezdése óta a karbantartási költség közel 30, a váratlan hibák miatti kieső idő több, mint 92 %-kal csökkent.
A berendezések rendszeres diagnosztizálásával nagyságrenddel csökken a váratlan hibák száma, a kieső idő hossza.
3. példa: Egy jelentős budapesti szálloda nyáron konferenciát szervezett. Az előadóterem klimatizálásáért felelős kulcsberendezés „gyanús zörejeket” kezdett produkálni. A tét néhányszáz jól fizető vendég és egy visszatérő rendezvény elvesztése volt. A kulcsgéphez a szükséges tartalék alkatrészek beszerzése több hetet vehet igénybe. Az üzemeltető kérdése az volt, hogy a konferencia ideje alatt a berendezés megbízhatóan üzemel-e vagy más megoldást kell keresni. A diagnosztika adta meg végül azt a szükséges információt, ami a problémát megoldhatóvá, végső soron pedig a rendezvényt megtarthatóvá tette.
Energia:
Mint minden olyan iparágban, ahol jelentős az energiafelhasználás, nagy a hagyomány az ilyen jellegű költségek megtakarítására. A berögzült szemlélet a szigetelésre koncentrál, elsősorban a tervezési fázisban, nagy a jelentősége a fordulat- és egyéb szabályozásokból adódó megtakarításoknak, a pontosabb/jobb gyártástechnológiával készült berendezéseknek, és még sorolhatnánk a tipikus megtakarítási pontokat. Más esetekben azonban elfeledkezünk számos jelentős kiesésforrásról.
1. A hőszigetelések tervezése és kivitelezése sajnos gyakran erősen eltér egymástól. A többnyire kiszolgáltatott helyzetben levő felhasználó nem ellenőrizheti a kivitelezés minőségét, tekintve, hogy a hőveszteség nem látható. Nem tudjuk, mi van a burkolat alatt, alakultak-e ki hőhidak, találhatók-e hiányos szigetelési területek, stb.
Hasonló a helyzet a romló állapotú hőszigetelésekkel. Hosszasan sorolhatnánk az okokat, amiért még egy kiválóan megtervezett és kivitelezett hőszigetelés is az idő során veszít képességeiből, azaz „ömlik át rajta a természet hűtésére vagy fűtésére fordított pénz”.
A hőszigetelések időszakos termográfiás ellenőrzése segíti az energia-megtakarítást.
Jó hír a felelősen gondolkozóknak, hogy napjainkban már láthatóvá, értékelhetővé tehető a hőveszteség. Hőkamerás felvételek segítségével könnyen kimutathatóvá válnak a pénzemésztő területek, a hibás kivitelezés és még számos más, az üzemeltető számára fontos hiba. Egy-egy ilyen hőfelvételt mutat a 2. a és b ábra.

2. a ábra Irodaház hőhidakkal
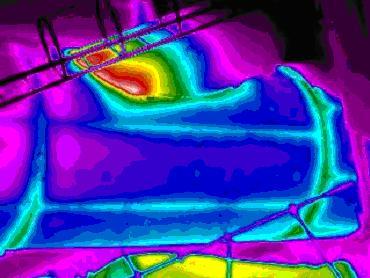
2.b ábra Gőzvezeték hibás szigeteléssel
Megfelelő számítási módszerrel és háttéradatokkal az elfolyó hő viszonylag egyszerűen forintosítható.
2. A hibásan beállított tengelykapcsolatok, ékszíjtárcsák, egyensúlyozatlan ventilátorok szintén jelentős energiaveszteséget okoznak. A 2004-es árakon durva becslésként úgy kalkulálhatunk, hogy egy villamosmotor kilowattonként és üzemelési óránként kb. 2 Ft energiaveszteséget okoz egy-egy nem megfelelően beállított berendezés.
Ha figyelembe vesszük azt is, hogy egy átlagos magyar iparvállalatnál a ventilátorok 34 %-a, tengelykapcsolatok 44 %-a, az ékszíjhajtású berendezések 21 %-a tartozik a „nem megfelelően beállított” kategóriába, akkor a következő becslés végezhető:
A hibás beállítások és egyensúlyozatlanság miatti veszteség ma az Ön cégénél így kalkulálható (Ft):
= ((Ventilátor teljesítmény (kW) * üzemóra)/3 +
+ (tengelykapcsolós gép teljesítmény (kW) * üzemóra) * 0,44 +
+ (ékszíjhajtású gép teljesítmény (kW) * üzemóra) * 0,21) * 2

3. ábra Magyarországon az üzemeltetett ventilátorok 1/3-a durván egyensúlyozatlan
4. példa: Egy ventilátorgyártó új telepítésű berendezéseit vizsgáltatta egyensúlyozatlanság szempontjából az elégedetlen felhasználó. A 16 vizsgált egység mindegyike durván egyensúlyozatlan volt. A még elfogadható 4,5 mm/s-os rezgésérték helyett nem ritkán 50 mm/s-ot meghaladó értéket mértünk. Ez energiatöbbletet és kb. 1/10-ére lecsökkentő csapágyélettartamot jelent. A járókerekek rezgésvizsgálattal történt egyensúlyozását követően az átlag rezgésszint 1,0 mm/s alattira esett vissza, ami nem csak a berendezésen meglévő, hanem a környezeti rezgés és zaj jelentős csökkenését is eredményezte.
A ventilátorok gyártója a reklamációt követően sem vizsgálta felül hibás gyártástechnológiáját – mivel „termékeink 95 %-ánál a vevő úgysem veszi észre, hogy gond van”.
A hibásan beállított tengelykapcsolatok és kiegyensúlyozatlan forgórészek nem csupán korai tönkremenetellel, de tetemes energiavesztéssel is járnak.
5. példa: Egy baromfiipari cég hűtőalagútjában 55 ventilátor működik, ezeket évről évre leszerelték, elküldték csapágycserére és egyensúlyozásra. Ennek ellenére éveken át többször is előfordult, hogy az üzemközi ventilátormeghibásodások nagy száma miatt az alagút működését le kellett állítani. Miután a cégnél megváltoztatták a karbantartási „szokásokat” és bevezették a nagyjavítások alatti helyszíni dinamikus kiegyensúlyozást, töredékére esett vissza a meghibásodások száma, és elmaradtak a nem tervezett alagút-felolvasztások.
4. Az utóbbi évek mind népszerűbb energia-megtakarítást is célzó módszere a frekvenciaváltós hajtások alkalmazása. Az elvben kiváló megoldás kivitelezése azonban számos problémát eredményez.
6. példa: Egy élelmiszer-ipari cég hűtőkompresszorait frekvenciaváltós fordulatszám szabályozással látta el. A villamos motor 1200 és 6000/perc közötti forgási sebességen dolgozik a technológiai igénynek megfelelően. Problémát okoz, hogy bizonyos fordulatszámokon a rendszer „megszólal”, azaz olyan nagy mértékben vibrál, hogy az komoly törésveszéllyel, illetve várható élettartam csökkenéssel jár.
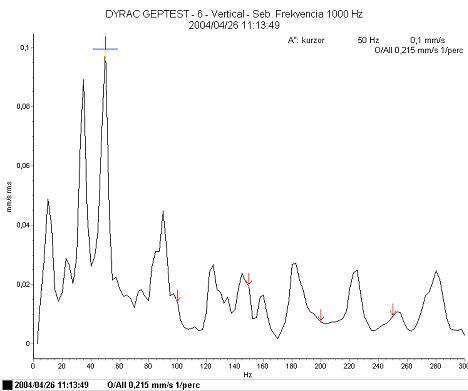
4. ábra Csavarkompresszor egy jellegzetes pontjának mobilitás spektruma
A 4. ábra a berendezés egy jellemző pontjának ún. mobilitás spektrumát** mutatja. Jól megfigyelhető, hogy a 20 és 100 Hz közötti tartományban (1200 és 6000 fordulat/perc) több rezonanciasávon is áthalad a rendszer (pl. 48…52 vagy 94…96 Hz). Megoldás lehet a kritikus sávok elkerülése vagy a rendszer elhangolása.
A frekvenciaváltós hajtások vakon történő bevezetése számtalan üzemeltetési és karbantartási probléma forrása.
5. Elfogadott tény, hogy a sűrített levegőt tekintjük a „legdrágább energiaforrásnak”. Kevésbé ismert az, hogy az előállított sűrített levegő 30…40 %-a elveszik a különböző tömítetlenségi pontokon.
Ömlik a sűrített levegő (gőz/hűtőközeg) – folyik a pénz.
Hasonlóan veszteséget jelent az ún. „vákuumszivárgás” és a gőzrendszerek nem megfelelő működése is. E veszteségi pontok megtalálását jelentősen segítik az ultrahangos szivárgásdetektáló készülékek, amely használatát az 5. ábra mutatja be.

5. ábra Szivárgáskeresés
7. példa: Húsiparnál történt vizsgálatunk alkalmával olyan ammónia-szivárgást is sikerült detektálni az ultrahangos szivárgáskeresővel, amelyet érzékszervi úton nem fedeztek fel a dolgozók – feltehetően a szivárgás helye és az uralkodó légáramlás miatt.
Segédanyag:
Ebbe a kategóriába tartoznak a TPM értelmezés szerint a karbantartási anyagok, elemek is. Mint azt a 3. példa mutatta, a nem megfelelően beállított berendezéseknél a gördülőcsapágyak élettartama a töredékére csökken, de hasonló a helyzet az egyéb kapcsolódó gépelemeknél is (pl. csúszógyűrűs tömítések).
Összefoglalás:
Számos olyan veszteség éri a gyártókat és üzemeltetőket, amelyek megfelelő módszerekkel hatékonyan szoríthatók vissza. Az összeállítás ezekre mutatott be példákat, de vegyük figyelembe, hogy számos más megtakarítási pont is azonosítható – rendszerszemléletű vizsgálattal.
* Magyarországon az életszínvonal az egyesült államokbeli szint 38 százalékát éri csupán el, s a nagy lemaradás döntő részben a gyengébb termelékenységből, kisebb mértékben pedig a foglalkoztatottak alacsonyabb arányából, illetve a rövidebb munkaidőből adódik - állapítja meg a The Conference Board.
** A mobilitás spektrum azt mutatja meg, hogy az egyes frekvencia összetevőkön a szerkezet rezonanciára való hajlama milyen mértékű. Egy összetett szerkezet rezonanciafüggvénye is összetett.
Az ICG Stádium Kft. főbb tevékenységei:
- Termelékenység fejlesztési tanácsadás (TPM, Lean, CMMS, …), változásmenedzsment
- Műszaki diagnosztika (termográfia, rezgésvizsgálat, szivárgásdetektálás, tengelykapcsolat-beállítás, kiegyensúlyozás, mozgásanimációs vizsgálat, lézeres ékszíjtárcsabeállítás)
- Karbantartás fejlesztési tanácsadás
- Képzések
- Rendezvényeink